




服务热线
0769-28680919
153-2293-3971

毫无疑问,目前我国是全球制造业强国,每天都会生产制造很多的工业品,用户和生产企业对产品品质的标准自然的就愈来愈高,不仅要满足使用性能,还要有良好的外观设计。产品的质量也是关键的重要关注点。产品品质的好坏,可靠和稳定水平,以及生产制造成本的高低,与企业的市场竞争力起着非常重要的作用,甚至是会影响到企业的生死存亡。
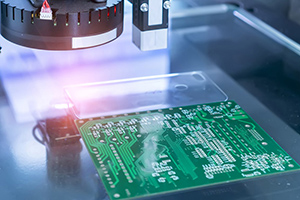
在机器视觉系统层面中,普遍的视觉检测系统、视觉识别系统、视觉系统引导系统、都是视觉检测设备别名。视觉检测设备通常指的是用机器视觉代替肉眼进行各种测量和鉴别,机器视觉检测设备是工程和科学领域中一项非常关键的研究领域。.

使用机器视觉系统五个常见原因:
重复性——机器视觉可以以相同的方法一次一次的实现检测工作任务而不容易疲累。与此相反,肉眼每次检查产品时都会有微小的不同,即使产品时完全相同的。
精确性——因为肉眼有物理因素的局限,在精确性上机器视觉有显著的优势。即使肉眼借助放大镜或显微镜来检查产品,机器视觉系统仍旧会更精确,因为它的精度可以实现千分之一英寸。
速度——机器视觉可以迅速的检查产品。特别是当检查快速运转的物品时,比如说生产流水线,机器视觉系统可以改善生产效率的问题。
客观性——肉眼检查还有一个严重的缺陷,就是心态产生的主观性,检查结果会随工人心情的好坏产生变化,而机器视觉没有情绪,检测的结果自然非常稳定可靠。
成本——因为机器视觉系统比人快,一台自动检测机器视觉可以负责好多个人的工作任务。并且机器视觉系统无需要中断、不容易得病、可以持续工作任务,所以可以很大程度的改善生产效率的问题。
机器视觉系统的特点是改善生产制造的稳定性和工业自动化水平。在一些不适宜于工人操作的危险工作环境或工人肉眼难以满足的场合,常用自动检测机器视觉来替代工人肉眼;在许多方面已经进步到可以实现肉眼难以完成的工作任务,如高精度的测量以及对特殊产品的快速分类管理,还有利用红外线、紫外线、X射线等检测技术检查人类肉眼难以检查到的事物。
机器视觉系统的应用场景愈来愈普遍。在制造业、农牧业、国防、交通出行、医疗服务、金融甚至是体育运动、休闲娱乐等等行业都获得了普遍的使用,可以说已经渗入到我们的生活、生产制造和工作任务的方方面面。
 机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉技术为工业发展带来了革命性的变化,它通过模拟人眼的功能,使得机器能够自动接收和处理图像,以获得所需信息或用于控制机器人运动。以下是机器视觉为工业发展带来的几个主要影响:
 机器视觉系统技术在高精密加工领域的作用
2024-11-14
机器视觉系统技术在高精密加工领域的作用
2024-11-14
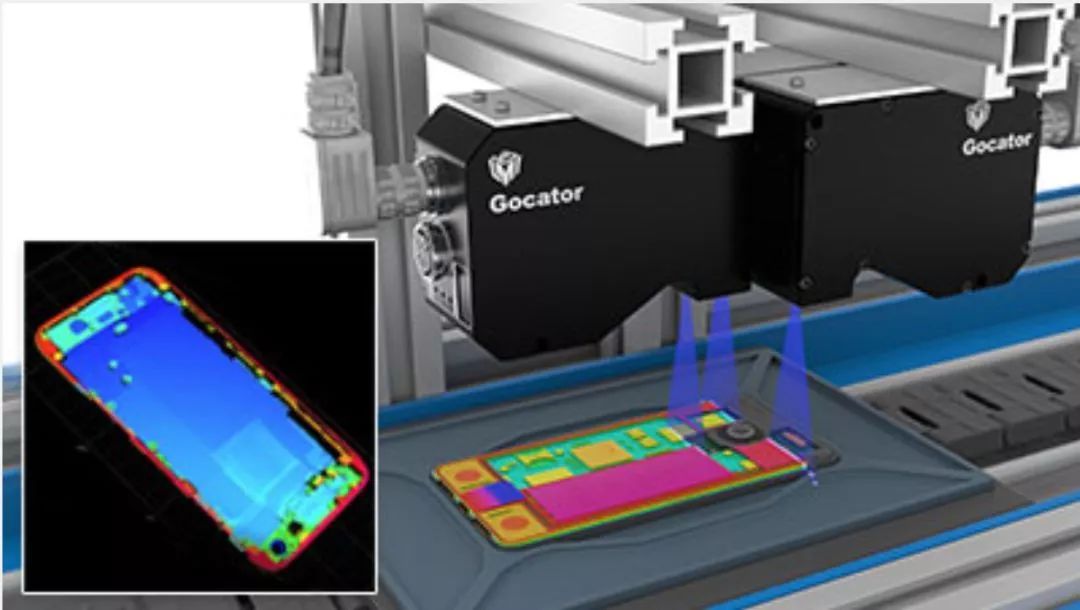
在高精密加工过程中,机器视觉技术主要扮演了检测与控制的双重角色。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。
 机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
在现代自动化流水线生产中,机器视觉系统正发挥着越来越重要的作用,特别是在零件正反面识别与定位方面。这一技术的应用,不仅极大地提高了生产效率,还确保了产品质量的稳定性。
 基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测系统虽然已经在多个领域取得了显著成果,但仍面临一系列问题和难点,尤其是在线检测环境中。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
