




服务热线
0769-28680919
153-2293-3971

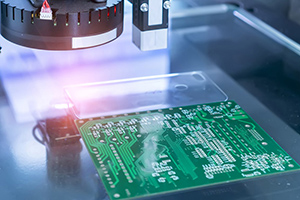
机器视觉检测系统即是运用机器代替人眼来作各种测量和检测。在生产线上,人来做此类测量和检测会因疲惫,可是机器却会不知疲倦地、稳定地工作下去。
一般来说,机器视觉系统包含了光源、镜头、摄像系统和图像处理系统。关于每一个使用,咱们都需要思考系统的运转速度和图像处理速度、检测的标准仍是检测方向有无缺点、视觉需求多大、分辨率要求多高、对比度需求多大等。从功能上来看,典型的机器视觉检测系统能够分为:图像采集部分、图像处理部分和运动操控部分。
一个优秀的机器视觉检测系统的主要工作过程如下:
1、工件定位检测器探测到物出现已运动至挨近摄像系统的视觉中间,向图像采集有些发送触发信号。
2、图像采集有些依照事前设定的程序和延时,分别向摄像机和照明系统发起信号。
3、摄像机中止当前的扫描,重新开始新的一次扫描,或许摄像机在发起信号来到之前处于等候状况,发起信号到来后发起一次扫描。
4、摄像机开端新的一次扫描之前打开光源,曝光时刻能够事前设定。
5、另一个发起信号打开,光源的光照与摄像机的曝光时刻匹配。
6、摄像机曝光后,正式开端一次图像的扫描和输出。
7、图像采集有些接受模拟视频信号经过a/d将其数字化,或许是直接接收摄像机数字化后的数字视频数据。
8、图像采集有些将数字图画存放在处理器或计算机的内存中。
9、处理器对图像进行处理、剖析、辨认,取得数据或逻辑运动值。
10、处理操控流水线的动作、进行定位、纠正运动的错误等。
从上述的作业流程能够看出,机器视觉检测系统是一种比较复杂的系统。由于大多数系统监控目标都是运动物体,系统与运动物体的匹配和协调动作尤为重要,所以给系统各部分的动作时刻和处置速度带来了严格的要求。
机器视觉检测系统的长处有:
1、非触摸测量,关于测量物与被测量物都不会发生任何损害,然后提高系统的可靠性。
2、机器视觉检测系统具有较宽的光谱,例如使用人眼看不见的红外测量,拓展了人眼的视觉范围。
3、长时间稳定作业,人类难以长时刻对同一目标进行检测,而机器视觉则能够长时间地工作、分析和识别的任务。
机器视觉检测系统的使用领域越来越广泛。在工业、农业、国防、交通、医疗、金融乃至体育、文娱等等职业都获得了广泛的使用,能够说现已深化到咱们的生活、生产和作业的方方面面。
 焊接机器人如何通过3D视觉数据自适应调整?
2025-03-22
焊接机器人如何通过3D视觉数据自适应调整?
2025-03-22
焊接机器人能够根据3D视觉数据进行自适应调整,提高焊接精度和效率,降低对工件特征和编程的要求,实现更智能化和自动化的焊接生产。
 3D视觉技术如何提升焊接质量?
2025-03-22
3D视觉技术如何提升焊接质量?
2025-03-22
这些创新点展示了3D视觉技术在提升焊接质量方面的重要应用,它们通过提高焊接过程的自动化、智能化水平,增强了焊接的精确性和稳定性,从而显著提升了焊接质量
 3D视觉识别技术在智能制造中的应用有哪些创新点?
2025-03-21
3D视觉识别技术在智能制造中的应用有哪些创新点?
2025-03-21
3D视觉识别技术在智能制造中的创新应用主要体现在以下几个方面:
 3D相机相比传统2D相机在机器视觉检测上有哪些优势?
2025-03-14
3D相机相比传统2D相机在机器视觉检测上有哪些优势?
2025-03-14
3D相机相比传统2D相机的优势主要体现在以下几个方面:
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
