




服务热线
0769-28680919
153-2293-3971

理解机器视觉系统的最简单方法之一是将其视作机器设备的“眼睛”。机器视觉系统使用相机捕获的数字输入来确定下一步动作。企业常使用机器视觉系统来提高产品质量、效率和运营。

自1950年代以来,一部分制造工厂就开始使用机器视觉系统,但在1980年代至1990年代,才真正开始发展。无论是工业应用还是非工业应用,软件和硬件的相结合使机器视觉系统更加先进。以下是机器视觉系统中典型组件:
· 传感器
· 帧抓取器
· 工业相机(数字或模拟)
· 足以让相机捕捉高质量图像的工业光源
· 能够分析图像的软件和计算机
· 可以视觉识别的算法;
· 输出,例如屏幕或机械臂
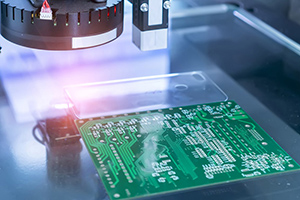
当机器视觉系统用于检查制造操作中的产品时,这些组件如何协同工作,这是工业视觉检测中的一个非常常见的例子。
当传感器检测到产品的存在时,视觉系统变开始工作。然后,传感器触发光源照亮该产品,并触发摄像头捕捉产品并拍摄产品的图像。图像采集卡(一种数字化设备)将相机的图像转换为数字输出。数字文件保存在计算机上,因此可以通过系统软件进行分析。该软件将文件与一组预定标准进行比较以识别缺陷。如果发现缺陷,产品将无法通过检查。
 机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉技术为工业发展带来了革命性的变化,它通过模拟人眼的功能,使得机器能够自动接收和处理图像,以获得所需信息或用于控制机器人运动。以下是机器视觉为工业发展带来的几个主要影响:
 机器视觉系统技术在高精密加工领域的作用
2024-11-14
机器视觉系统技术在高精密加工领域的作用
2024-11-14
在高精密加工过程中,机器视觉技术主要扮演了检测与控制的双重角色。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。
 机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
在现代自动化流水线生产中,机器视觉系统正发挥着越来越重要的作用,特别是在零件正反面识别与定位方面。这一技术的应用,不仅极大地提高了生产效率,还确保了产品质量的稳定性。
 基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测系统虽然已经在多个领域取得了显著成果,但仍面临一系列问题和难点,尤其是在线检测环境中。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
