




服务热线
0769-28680919
153-2293-3971 / 177-0769-6579

在自动化生产中,机器视觉检测很重要,因为机器视觉检测能替代人工检测,实现自动化检测,而在整个自动化行业中,机器视觉检测处于什么地位呢?康耐德智能下面就就给大家介绍一下:
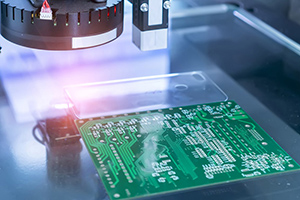
在现代工业自动化生产中,涉及到各种各样的检查、测量和零件识别应用,例如汽车零配件尺寸检查和自动装配的完整性检查,电子装配线的元件自动定位,饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别等。这类应用的共同特点是连续大批量生产、对外观质量的要求非常高。
通常这种带有高度重复性和智能性的工作是由肉眼来完成的,但在某些特殊情况下,如对微小尺寸快速测量、形状匹配以及颜色辨识等,依靠肉眼根本无法连续稳定地进行,其它物理量传感器也难以胜任。随着行业竞争的加剧,企业对产品质量的控制已经不允许哪怕是0.1%的缺陷存在,需要保证100%的检验合格率(即“零缺陷”)来保障业绩的持续稳定的增长。

因此,人们开始考虑用CCD相机抓取图像后送入计算机或专用的图像处理模块,通过数字化处理,根据像素分布和亮度、颜色等信息来进行尺寸、形状、颜色等的判别。这种方法是把计算机处理的快速性、可重复性与肉眼视觉的高度智能化和抽象能力相结合,由此产生了机器视觉检测技术的概念。
机器视觉检测技术是建立在计算机视觉研究基础上的一门新兴测试技术。与计算机视觉研究的视觉模式识别、视觉理解等内容不同,视觉检测技术重点研究的是物体的几何尺寸及物体的位置测量,如轿车白车身三维尺寸的测量、模具等三维面形的快速测量、大型工件同轴度测量以及共面性测量等。此外,机器视觉技术的检测系统还可对产品整体进行自动检测,对于控制产品品质保障产品质量也有着非常重要的作用。
随着各行业市场发展的需求,为了更好的立足市场,提升企业竞争力,越来越多的企业注重高新技术的不断引进。在工业自动化日益进取的今天,机器视觉技术的行业应用也越来越广泛,越来越受到用户的认可与青睐。
未来工厂精准、快速反应和智能化的生产方式,将会为机器视觉带来哪些机会?抓住这些机会必须解决哪些挑战?
首先是机器视觉将能够在更多的工厂生产环节中得到应用,除去检测,分拣,质量控制等环节,更多依靠人力来执行的环节像由机器视觉来取代,比如说物料管理,流程控制,从而实现无人或者尽可能对人力依赖的生产制造。其次更高要求的任务需求将会使的机器视觉本身的应用技术得到发展,同时视觉处理的基础技术和软硬件也将得到更多的应用机会。机器视觉厂商本身也会针对未来工厂的需求开发更新的产品和技术。
要将机器视觉技术应用到未来更多的生产制造领域需要解决的问题首先是如何地利用视觉处理的技术和产品来提高工厂生产效率的问题,系统集成商在这个环节中需要扮演关键的角色。其次,新的应用场合对于技术的精准度和可靠性具有更高的要求,现有的技术和产品需要做大量的提升。机器视觉产品需要形成规模效应以降低成本,但鉴于应用场景的千差万别,批量规模和对于需求的个性化紧密贴合也是一对需要平衡解决的矛盾冲突。
 晶圆刻蚀残留机器视觉检测系统
2026-05-03
晶圆刻蚀残留机器视觉检测系统
2026-05-03
晶圆刻蚀残留检测是半导体制造良率控制的关键环节。由于刻蚀残留缺陷(如未刻透的氧化层、金属残留、聚合物残留)尺寸极小(纳米至微米级),且背景纹理复杂,传统的基于规则或简单模板匹配的机器视觉系统往往难以胜任。
 晶圆显影缺陷机器视觉检测系统
2026-05-03
晶圆显影缺陷机器视觉检测系统
2026-05-03
晶圆显影缺陷机器视觉检测系统主要用于显影后检查(ADI, After Develop Inspection),这是光刻工艺中的关键质量控制环节。该系统能够在显影工序完成后,自动检测光刻胶图形的缺陷,包括显影不完全、残留、桥接、缺失图案等问题。
 康耐德智能显示模组玻璃破片视觉检测系统
2026-05-03
康耐德智能显示模组玻璃破片视觉检测系统
2026-05-03
显示模组作为现代电子设备的核心显示单元,广泛应用于消费电子、车载显示、工业控制、医疗设备、智能穿戴等领域,而玻璃作为显示模组的核心承载部件(包括盖板玻璃、Cell玻璃、触控玻璃等),其完整性直接决定显示效果、触控性能与产品使用寿命。
 输液瓶液位高度机器视觉检测系统
2026-04-24
输液瓶液位高度机器视觉检测系统
2026-04-24
输液瓶(通常为玻璃或聚丙烯材质,透明或半透明)液位的检测,主要难点在于液体透明、反光、以及液体与空气的分界线(月牙面)特征不明显。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
