




服务热线
0769-28680919
153-2293-3971

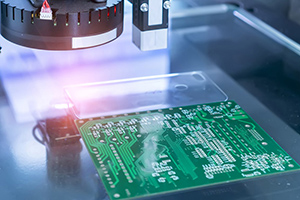
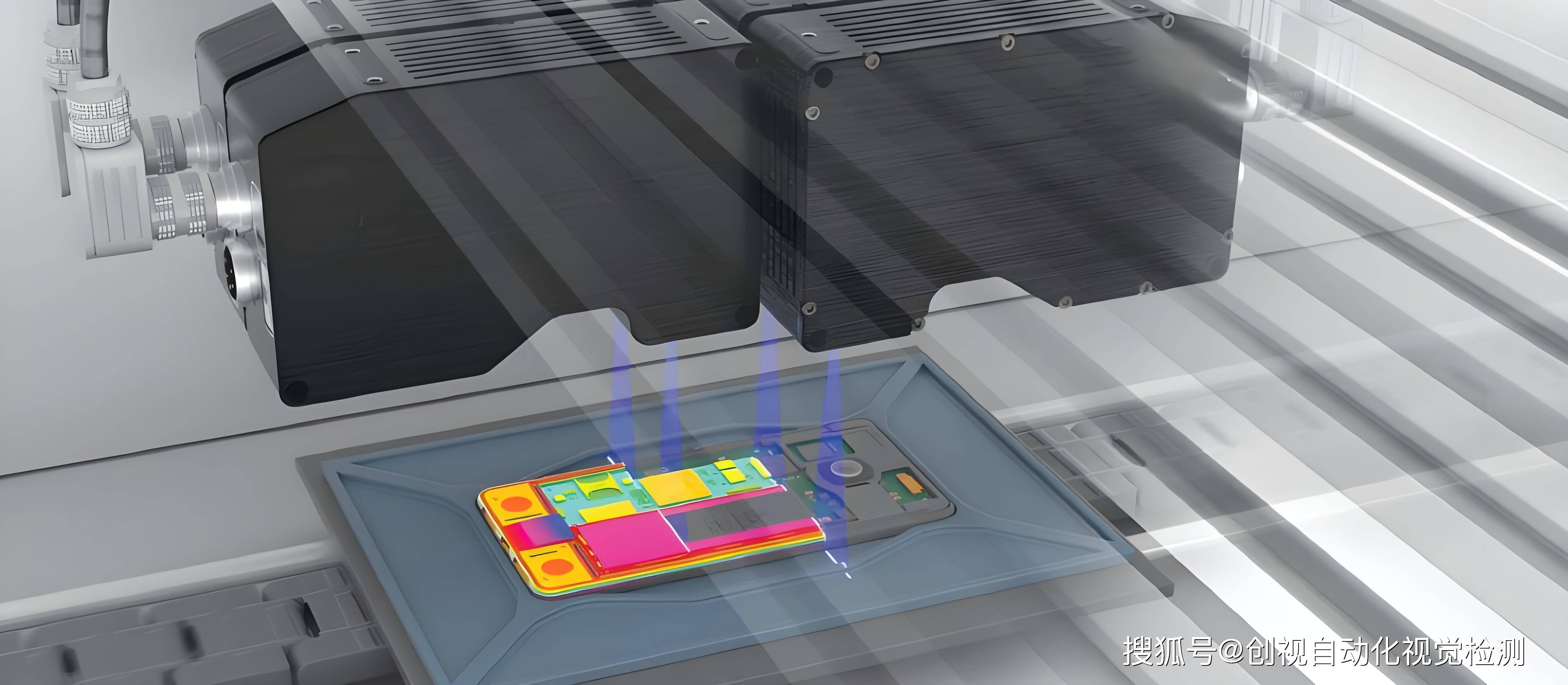
机器视觉检测设备在产品颜色检测上有多种应用,主要可以归纳为以下几个方面:
颜色识别与分类:
视觉检测设备可以通过高速彩色相机等产品颜色提取学习,分析获得产品颜色信息,进而对产品进行颜色识别与分类。这在彩色产品的分选、检测、识别等场景中尤为重要,如电子元器件内部绕线判别、电缆排线识别等1。在工业生产中,通过视觉颜色识别可以识别不同的物体,并根据颜色进行分类和处理,实现自动化生产线控制。
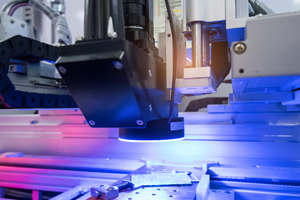
色差与色序检测:
机器视觉系统可以检测产品的色差和色序,确保产品颜色的一致性和准确性。这对于需要严格控制产品外观颜色的行业,如电子、纺织、汽车制造等,具有重要意义。
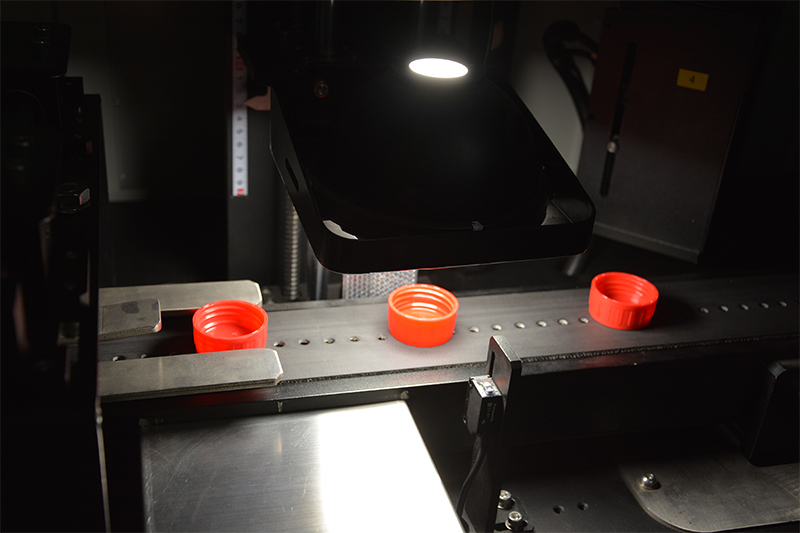
瑕疵检测:
通过机器视觉颜色识别,可以检测出产品表面的色差、斑点、划痕等瑕疵问题,从而提高产品的质量。这对于食品、制药等需要高洁净度和外观质量控制的行业尤为重要。
自动化控制:
在自动化控制中,可以通过传感器颜色识别来检测物体的颜色,从而实现自动分类、分拣、装配等。这有助于提高生产效率和减少人为错误2。
光源控制:
在光源控制中,视觉检测设备可以通过颜色识别来检测环境光线的颜色和强度,从而实现自动调节照明亮度和色彩,以适应不同的检测需求2。
色彩测量与校准:
虽然这通常更多地与专业的色彩测量设备(如比色计和分光光度仪)相关,但视觉检测设备在某些应用中也可以用于色彩测量和校准。它们可以辅助进行初步的色彩评估,为进一步的色彩管理提供数据支持3。
物联网应用:
在物联网应用中,视觉检测设备可以通过颜色识别来收集和分析环境中的色彩信息,例如农业中的土壤监测等。虽然这种应用相对较少见,但它展示了视觉检测设备在跨领域应用中的潜力2。
综上所述,视觉检测设备在产品颜色检测上的应用非常广泛,涵盖了从颜色识别、分类、色差检测到瑕疵检测、自动化控制等多个方面。这些应用不仅提高了生产效率和产品质量,还推动了工业自动化和智能化的发展。
 选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家时,您需要考虑以下几个关键因素
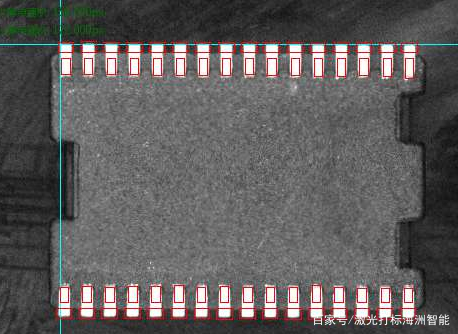 机器视觉能够对IC芯片进行哪些方面检测?
2024-11-23
机器视觉能够对IC芯片进行哪些方面检测?
2024-11-23
机器视觉技术在IC芯片检测中可以应用于多个方面
 康耐德机器视觉可以检测锂电池哪些方面?
2024-11-23
康耐德机器视觉可以检测锂电池哪些方面?
2024-11-23
随着新能源行业的快速发展,锂电池作为核心组件,其生产质量受到了前所未有的关注。在锂电极片的生产过程中,机器视觉系统以其高精度、高效率的特点,成为了保障锂电极片质量的关键工具。那么康耐德机器视觉系统在锂电极片生产中可以检测哪些关键指标?
 机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉技术为工业发展带来了革命性的变化,它通过模拟人眼的功能,使得机器能够自动接收和处理图像,以获得所需信息或用于控制机器人运动。以下是机器视觉为工业发展带来的几个主要影响:
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
