




服务热线
0769-28680919
153-2293-3971

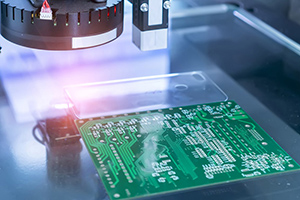
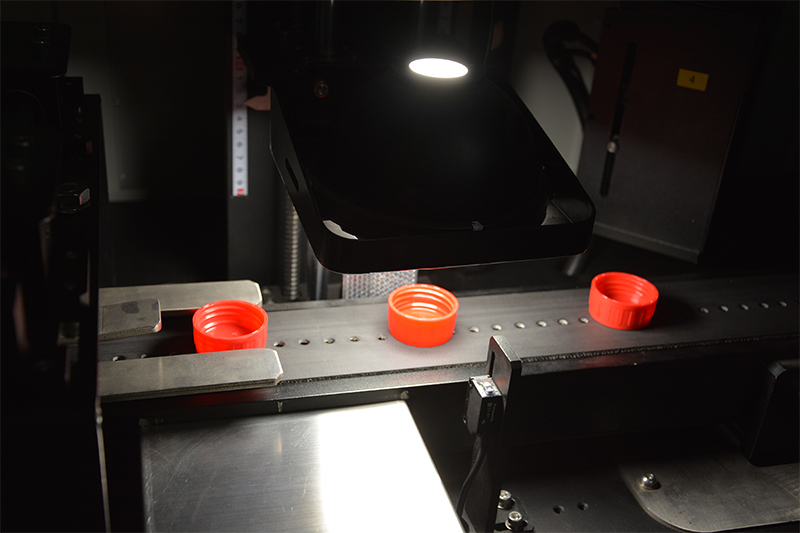
产品颜色检测是基于机器视觉检测技术的检测功能之一,其可提供色差测量、颜色监测、颜色识别、颜色检测、整套颜色视觉图像的视觉解决方案。
机器视觉在颜色识别的原理主要基于以下几个步骤:
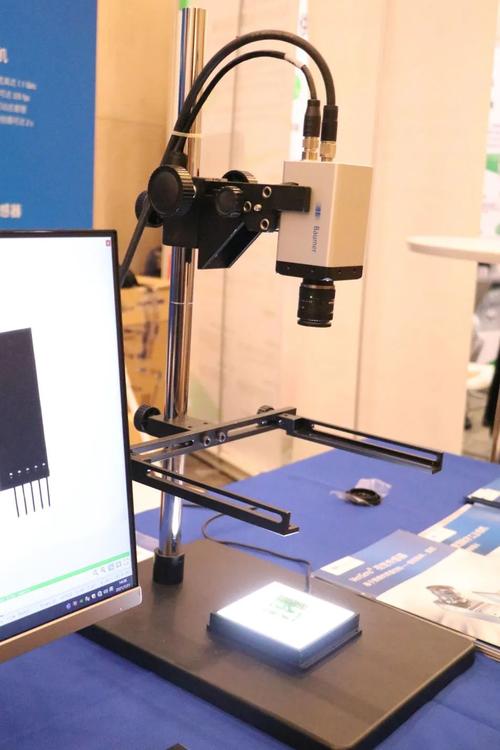
图像采集:首先,使用图像采集设备捕获目标物体的图像。
颜色空间转换:捕获的图像通常以RGB(红绿蓝)颜色空间存储,
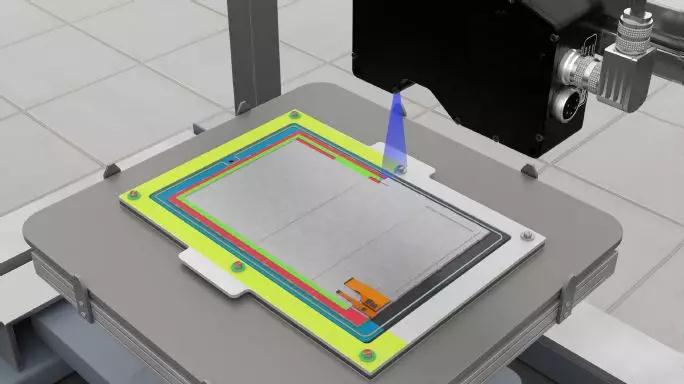
颜色分割:在颜色空间中,根据颜色特征将图像分割成不同的区域或对象。
颜色特征提取:从分割后的图像中提取颜色特征。
颜色分类与识别:使用提取的颜色特征,通过分类算法对颜色进行分类和识别。
后处理:可能包括去除噪声、形态学操作等,以提高颜色识别的准确性。
结果输出:最后,将识别结果输出给用户或用于进一步的自动化控制。
机器视觉检测在产品颜色检测上的应用有哪些:
颜色标定:根据色卡数据对颜色成像进行色度学标定;
颜色测量:测量图像两个区域颜色差异;
颜色监测:实时监测图像中选定区域的颜色;
颜色识别:和标准样品颜色比对,对物体进行识别或分拣;
颜色检测:检测产品着色是否正确。
机器视觉的颜色识别能力使其在产品质量检测、自动化分拣、医疗诊断等多个领域有着广泛的应用。
 2D工业相机适用于哪些工业视觉检测?
2024-11-30
2D工业相机适用于哪些工业视觉检测?
2024-11-30
2D工业相机在工业视觉检测中适用于多种场景,以下是一些主要的应用领域
 工业视觉检测的分类
2024-11-29
工业视觉检测的分类
2024-11-29
工业视觉检测可以根据不同的标准进行分类,以下是一些主要的分类方式
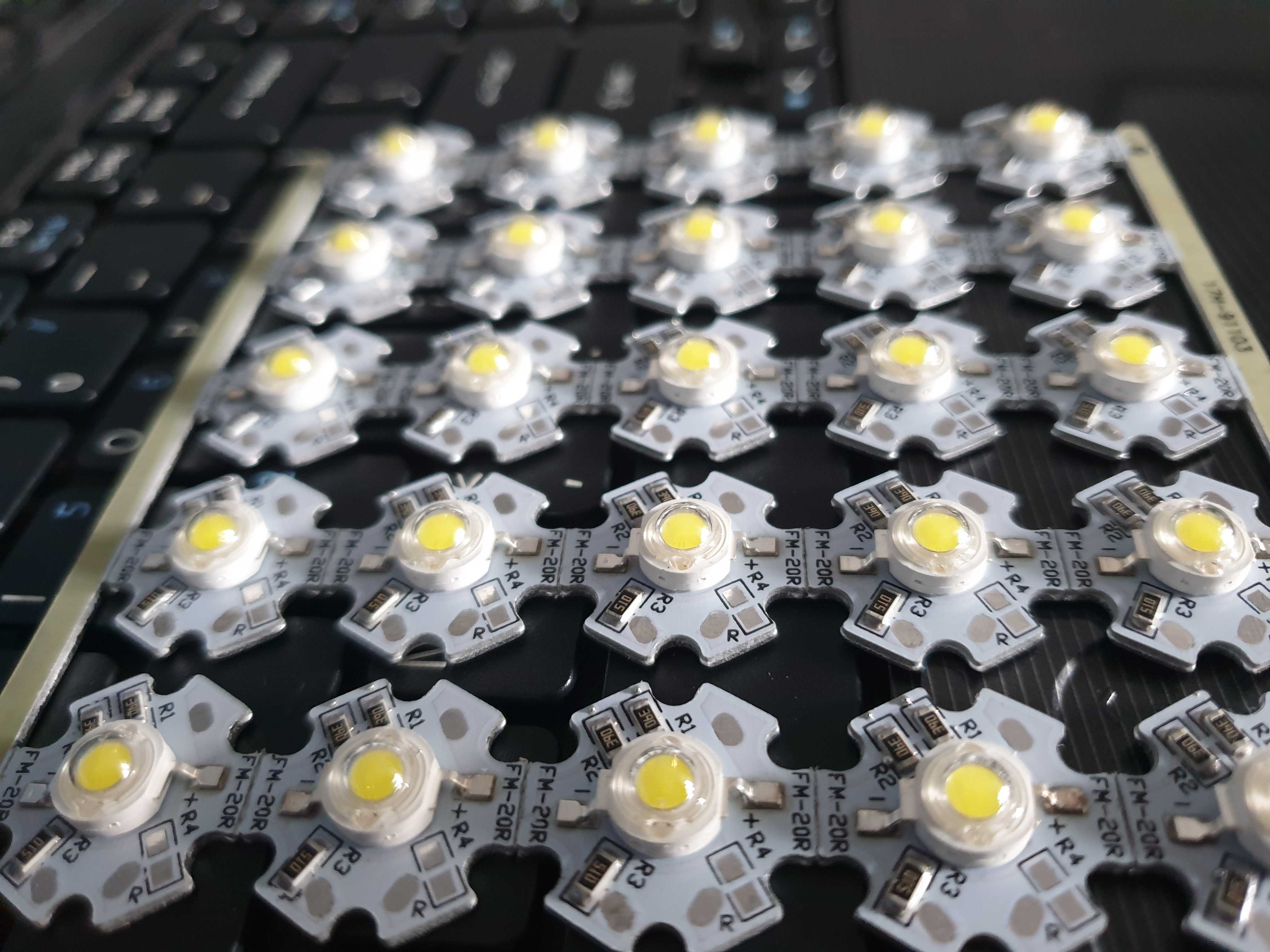 LED灯珠发光数量及坏点视觉检测
2024-11-28
LED灯珠发光数量及坏点视觉检测
2024-11-28
在现代制造业中,LED灯珠因其高亮度、高效率、节能环保等优点被广泛应用于各种照明产品中。然而,LED灯珠在生产过程中可能会出现发光数量不足或坏点等问题,这些问题直接影响产品的性能和寿命。为了确保产品质量,机器视觉检测技术成为了检测LED灯珠发光数量及坏点的重要手段。
 选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家时,您需要考虑以下几个关键因素
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
