




服务热线
0769-28680919
153-2293-3971

什么是机器视觉系统,简单地说,机器视觉识别系统是代替人来做一些测量与判断,其实机器视觉属于计算机科学的一个分支,而且是十分重要的分支。机器视觉检测系统技术综合了光学类、机械类、电子类与计算机硬件方面的技术,同时也涉及到了计算机处理、图像的分析、模式的识别等等,在人工智能和信号处理中有着突出的贡献。下面我们就一起来看看机器视觉系统是什么原理。

一、机器视觉系统的构成
一个典型的工业机器视觉系统包括:光源、镜头、 相机(包括CCD 相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯 / 输入输出单元等。系统可再分为:主端电脑(Host Computer)、影像撷取卡(Frame Grabber)与影像处理器、影像摄影机、CCT镜头、显微镜头、照明设备、Halogen光源、LED光源、高周波萤光光源源、闪光光源源、其他特殊光源、影像显示器、LC机构及控制系统、PLC、PC-Base控制器、精密桌台、伺服运动机台。
二、机器视觉系统的工作原理
机器视觉硬件主要包括图像获取和视觉处理两部分,而图像获取由照明系统、视觉传感器、模拟-数字转换器和帧存储器等组成。机器人视觉通过视觉传感器获取环境的二维图像,并通过视觉处理器进行分析和解释,进而转换为符号,让机器人能够辨识物体,并确定其位置。
三、机器视觉系统的应用三大功能
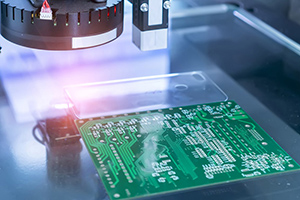
1、视觉检测:检测检测生产线上产品有无质量问题,该环节也是取代人工最多的环节。比如电子行业的半导体晶圆检测、制造业的表面划痕检测、汽车行业的面板印刷质量检测、印刷行业的色差检测、医疗行业的药瓶封装缺陷检测、食品行业的外观封装检测等。
2、视觉识别:识别利用机器视觉定位对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。可以达到数据的追溯和采集,在汽车零部件、食品、药品等领域应用较多。比如工业生产过程中的物料配送、分拣、条码扫描和物流行业中的快件分拣等。
3、视觉定位:定位视觉定位要求机器视觉系统能够快速准确地找到被测零件并确认其位置,上下料使用机器视觉来定位,引导机械手臂准确抓取。比如在半导体封装领域,设备需要根据机器视觉取得的芯片位置信息调整拾取头,准确拾取芯片并进行绑定。
四、机器视觉系统的优点
在智能制造生产过程中检测产品比人工检测效率更高,准确性和稳定性更佳,拥有数字化管理、信息集成功能,避免人为的二次污染,避免对产品的直接接触,可在恶劣环境中检测,长期使用成本更低等优势。在工业、农业、交通、医学等等行业都获得了广泛的应用,可以说已经深入到我们的生活、生产和工作的方方面面。
 康耐德智能晶圆NOTCH槽口轮廓视觉检测
2025-04-26
康耐德智能晶圆NOTCH槽口轮廓视觉检测
2025-04-26
晶圆NOTCH轮廓检测是半导体制造中重要的检测环节,主要测量晶圆边缘、槽口(notch)的形状和尺寸,确保晶圆的质量和工艺精度。
 康耐德LED灌胶位置视觉检测系统
2025-04-26
康耐德LED灌胶位置视觉检测系统
2025-04-26
在LED制造领域,灌胶工艺是确保产品性能与稳定性的关键环节
 康耐德机器视觉系统软件的具体功能都有那些?
2025-04-19
康耐德机器视觉系统软件的具体功能都有那些?
2025-04-19
康耐德机器视觉系统的具体功能可以根据不同的应用场景和需求进行定制和优化。
 康耐德机器视觉AOI检测系统:OCR字符识别与在线检测一体化
2025-04-13
康耐德机器视觉AOI检测系统:OCR字符识别与在线检测一体化
2025-04-13
康耐德机器视觉AOI检测系统的OCR字符识别功能具有以下特点和优势
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
