




服务热线
0769-28680919
153-2293-3971

作为人类视觉在机器上的延伸,机器视觉凭借其分辨率高、速度快、范围宽、适应性强、精度高、可量化及可持续工作等优势,将图像处理应用于机器视觉领域,成为智能制造繁荣发展的推动力。
20世纪50年代,Gilson 提出“光流”概念,机器视觉就此萌蘖。统计模式识别运用计算机分析识别二维图像,集中研究光学字符识别(OCR)、工件表面图片分析等技术,为机器视觉提供了理论实践基础。随后,机器视觉的研究转向三维场景,研究范围不断扩展和复杂化。
1977年,美国麻省理工教授David Marr提出将视觉分为目标与策略、表示与算法、硬件的实现三个层次,机器视觉迎来了第一次理论框架的升级。机器视觉发展至今七十余年,各种理论创新、概念升级和实践应用不断涌现,不断推动着工业智能化、产业数字化的演进。

图:机器视觉发展历程(图源:前瞻产业研究院)
根据美国制造工程师协会(SME)机器视觉分会和美国机器人工业协会(RIA)自动化视觉分会定义,机器视觉是通过光学的装置和非接触的传感器,自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置。机器视觉被称为自动化系统的“灵魂之窗”,随着5G、人工智能、物联网等新兴技术的融合发展,在智能制造的浪潮下,机器视觉不断创新升级、蓬勃发展。
智能制造的“眼睛”
随着全球智能制造浪潮的推进,自动化、智能化已经成为现代工厂的发展趋势,“机器换人”也逐渐成为热议的话题。作为人类视觉在机器上的延伸,机器视觉凭借其分辨率高、速度快、范围宽、适应性强、精度高、可量化及可持续工作等优势,将图像处理应用于机器视觉领域,成为智能制造繁荣发展的推动力。

图:人类视觉和机器视觉对比
如定义所言,机器视觉可以非接触地对目标物体进行外观检测,判断其有否表面缺陷,并获取物体坐标、角度、图像像素等信息,从而判断物体所在位置,分析计算状态参数。此外,还可以识别颜色、数字、条码等物理特征。我们将这些功能主要分为四大类:检测、定位、测量、识别。

图:机器视觉主要功能(来源:前瞻产业研究院)
机器视觉是“人眼”的替代和延展,如同人类视觉一样,它也拥有一套完整的视觉系统。典型的机器视觉系统一般包括光源及光源控制器、镜头、相机、视觉控制系统等。其中,光源及光源控制器、镜头、相机等硬件部分负责图像捕捉功能,视觉控制系统则负责对成像结果进行处理分析、输出分析结果至智能设备的其他执行机构。
机器视觉性能优势显著,技术持续创新,未来机器视觉将朝向深度学习、3D视觉等方向不断发展和精进。
深度学习技术
深度学习是机器学习最重要的分支,典型深度学习算法包括卷积神经网络(CNN)、循环神经网络(RNN)、生成对抗网络(GANs)、深度强化学习(RL)等。深度学习利用人类知识和计算机算法共同构建整体架构,通过对数据进行清洗、标签、归一化、去噪、降维等预处理,配合计算机大规模运算能力,调节内部参数,对数据进行训练,从而自动提取目标数据。深度学习具有学习能力强、覆盖范围广、适应能力强、可移植性好等优势。
3D视觉技术
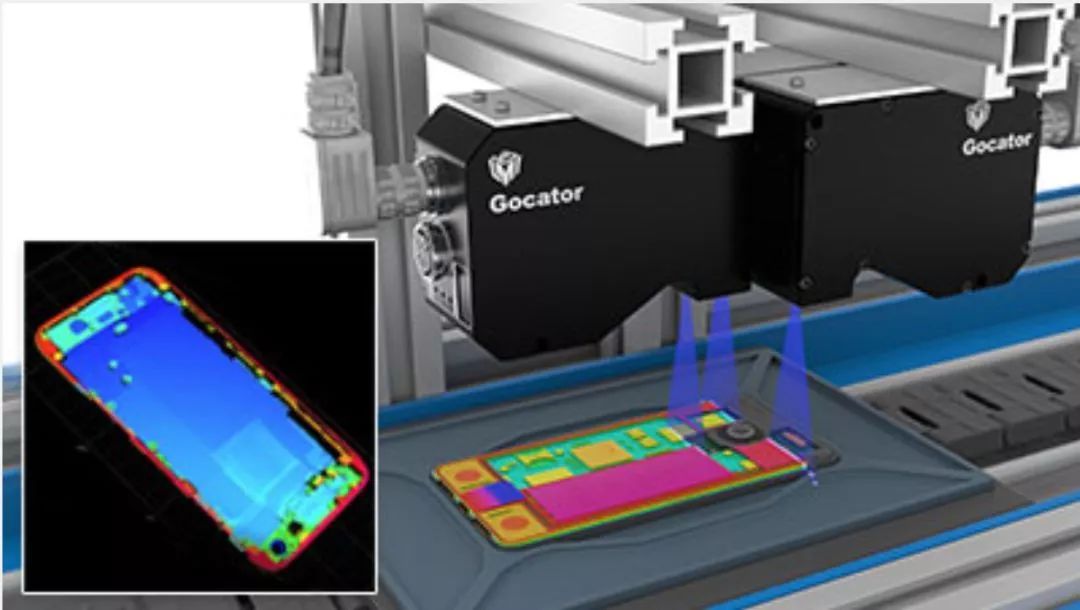
3D视觉技术分为3D重构技术和3D数据分析算法两部分,具体包括双目视觉技术、结构光技术、TOF(飞行时间)相机技术、线激光扫描技术和光谱共聚焦技术。较之2D机器视觉技术,3D技术在x、y、z、旋转、俯仰、横摆等六个自由度上还原目标物体三维信息,为工业控制提供更精确灵活的特征分析与数据处理。
机器视觉市场蓝海,智能制造加速
后疫情时代,全球数字化进程加速,工业智能化、数字化不断转型升级,机器视觉与工业应用紧密结合,在人工智能、物联网、5G等新兴技术的融合创新中,不断深入应用落地。
 机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉技术为工业发展带来了革命性的变化,它通过模拟人眼的功能,使得机器能够自动接收和处理图像,以获得所需信息或用于控制机器人运动。以下是机器视觉为工业发展带来的几个主要影响:
 机器视觉系统技术在高精密加工领域的作用
2024-11-14
机器视觉系统技术在高精密加工领域的作用
2024-11-14
在高精密加工过程中,机器视觉技术主要扮演了检测与控制的双重角色。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。一方面,通过高精度的图像捕捉和处理,机器视觉技术能够实现对加工工件的微米甚至纳米级检测。
 机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
机器视觉系统在流水线零件正反面识别与定位中的应用
2024-11-14
在现代自动化流水线生产中,机器视觉系统正发挥着越来越重要的作用,特别是在零件正反面识别与定位方面。这一技术的应用,不仅极大地提高了生产效率,还确保了产品质量的稳定性。
 基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测面临的问题与难点剖析
2024-11-10
基于机器视觉的表面缺陷检测系统虽然已经在多个领域取得了显著成果,但仍面临一系列问题和难点,尤其是在线检测环境中。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
