




服务热线
0769-28680919
153-2293-3971

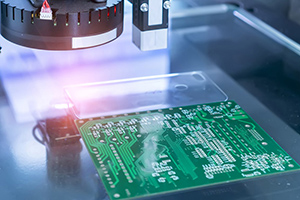
机器视觉系统在智能工厂中发挥着至关重要的作用,它不仅能够大幅提升生产效率,还能够显著提高产品质量。在选择机器视觉系统时,传统工业智能视觉设备因其紧凑的设计和高度集成化而受到青睐,而嵌入式机器视觉系统则因其配置的灵活性和高度的扩展性而受到欢迎。在智能工厂的建设过程中,机器视觉系统需要满足降低成本和快速适应变化的需求。
智能工厂对机器视觉的需求
性能与处理能力
机器视觉系统的性能和处理能力是提升产能的关键。高分辨率和高帧率通常难以同时实现,而高端CPU处理器的使用则能够弥补这一不足。如何在保持成本合理的同时提高系统性能,是系统开发者需要解决的重要问题。
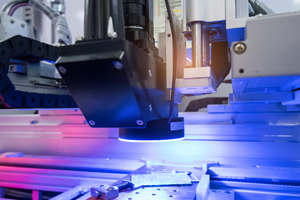
适应恶劣的产线环境
机器视觉系统需要能够应对各种恶劣的产线环境,包括液体接触、粉尘污染等。因此,选择具备防水、防尘功能的机器视觉系统至关重要。
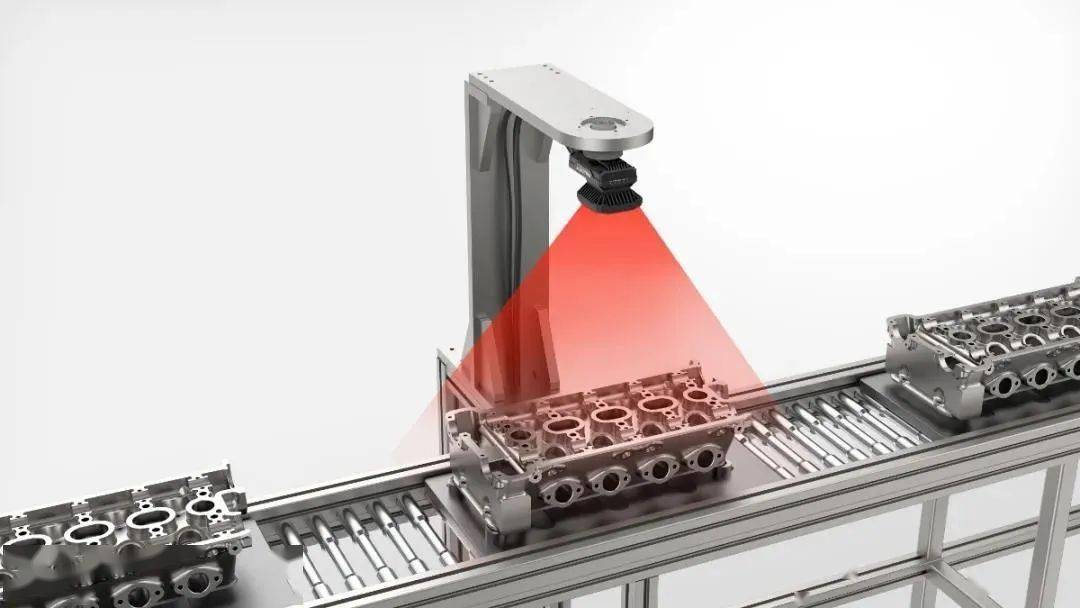
多工作站的协同工作
在智能工厂中,机器视觉系统需要与其他生产工作站紧密协作。从组件制造到质量检测,再到包装出货,每个环节都需要机器视觉系统的支持。因此,系统间的整合和通信能力对于实现智能化至关重要。
软件方案的重要性
机器视觉系统的成功应用离不开优秀的软件方案。简化开发流程、降低开发成本、提高系统稳定性是软件方案设计的核心目标。
我国机器视觉技术的发展趋势
随着工业4.0的推进,机器视觉技术将在我国制造业中发挥越来越重要的作用。随着技术的不断成熟和完善,机器视觉将在智能制造领域发挥更大的作用。
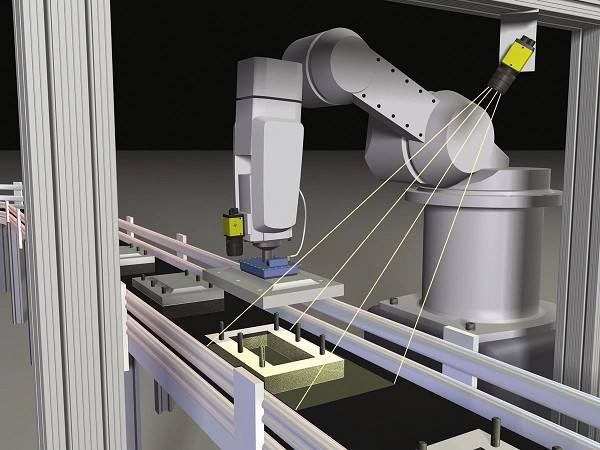
视觉图像技术的核心能力构建
为了推动机器视觉技术的发展,需要重点构建四大核心能力:智能识别、智能测量、智能检测和智能互联。这些核心能力的协同作用将推动机器视觉技术的不断创新和发展,为智能工厂的建设提供有力支持。
 机器视觉系统为什么那么受制造业的欢迎?
2024-05-05
机器视觉系统为什么那么受制造业的欢迎?
2024-05-05
机器视觉系统之所以受到广泛欢迎,主要是因为它们在现代工业生产中提供了多种显著的优势
 胶水的厚度检测可以用什么视觉系统方案?
2024-05-05
胶水的厚度检测可以用什么视觉系统方案?
2024-05-05
机器视觉系统在胶水厚度检测方面发挥着重要作用,特别是在自动化生产过程中,确保胶水应用的一致性和质量至关重要。以下是几种机器视觉技术在胶水厚度检测中的应用:
 零部件外观检测:机器视觉技术的全方位应用
2024-05-02
零部件外观检测:机器视觉技术的全方位应用
2024-05-02
随着工业自动化的快速发展,机器视觉技术在零部件外观检测中的应用越来越广泛。机器视觉系统通过模拟人类视觉功能,能够实现对零部件外观的快速、准确检测。本文将探讨零部件外观检测中,机器视觉技术可以应用于哪些方面。
 机器视觉在各类胶体检测中的广泛应用
2024-05-02
机器视觉在各类胶体检测中的广泛应用
2024-05-02
随着科技的飞速发展,机器视觉技术已经深入到各个领域,其中,胶体检测便是其重要应用领域之一。机器视觉以其高效、准确的特点,为各种胶体的质量检测提供了强有力的支持。本文将详细介绍几种常见的胶体,探讨机器视觉如何对它们进行视觉检测。
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
