




服务热线
0769-28680919
153-2293-3971

视觉检测系统在医药行业的应用非常广泛。它们可以被用于制药过程中,如制药原料检测、制药过程中的质量控制以及药品包装检测等。此外,视觉检测系统还可以用于医疗系统的质量检测和故障检测,以确保医疗系统的性能和安全性。

视觉检测系统在医药行业的优势
视觉检测系统在医药行业的应用中具有显著的优势。首先,视觉检测系统可以快速准确地检测出药品或医疗系统中的缺陷、污染物或其他不良品,从而有效地提高了产品的质量。其次,视觉检测系统可以自动化地完成检测任务,大大提高了生产效率。最后,视觉检测系统的检测结果客观可靠,避免了人为因素对产品检测的影响。
视觉检测系统在医药行业的发展趋势
随着技术的不断发展,视觉检测系统在医药行业的应用将越来越广泛。未来,视觉检测系统将更加智能化和自动化,能够更好地适应复杂多样的医药产品检测需求。此外,随着机器学习和深度学习技术的不断发展,视觉检测系统将能够更加准确地识别和分类产品缺陷,进一步提高产品的质量。
视觉检测系统在医药行业上的应用
1.药品外观检测
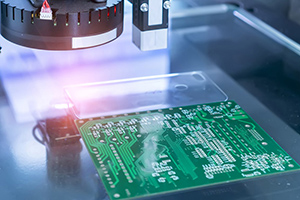
视觉检测系统可以对药品外观进行高效的检测。通过对药品外观的色泽、形状、质地等特征进行药品缺陷视觉检测,可以及时发现药品的质量问题,从而确保药品质量的稳定和安全性。
2.医疗器械检测
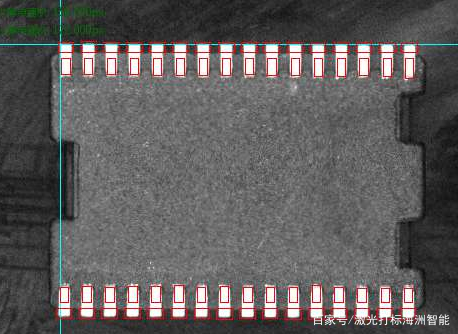
视觉检测系统可以对医疗器械进行精准的质量检测和尺寸检测。例如,对手术器械的尺寸进行检测可以确保手术器械的精度达到标准,对医疗器械的表面质量进行检测可以发现缺陷和污渍,确保医疗器械的卫生安全。
3.药品包装及标签检测
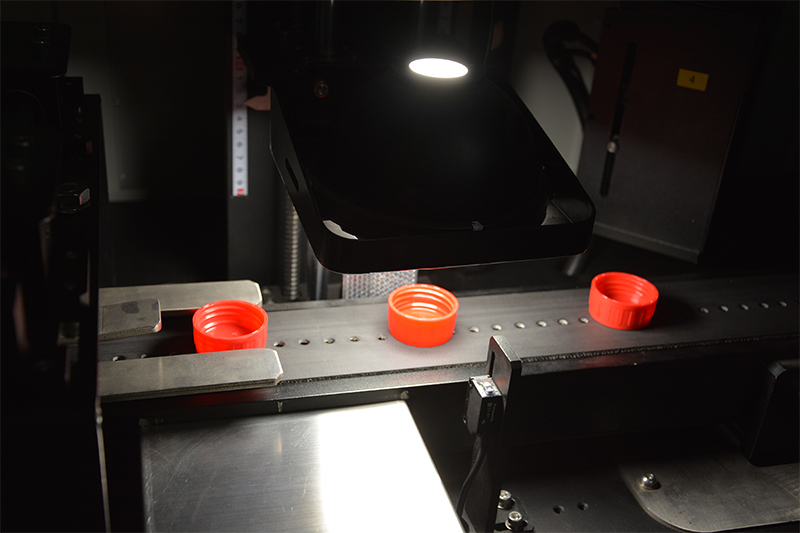
视觉检测系统可以对药品包装和标签进行检测。对药品包装进行检测可以确保包装的密封性和防潮性。对药品标签进行检测可以检查标签的文字、图案等是否正常、清晰。
4.药品生产系统检测
视觉检测系统可以对药品生产系统进行检测,如对药品生产系统的质量、尺寸、表面平整度等进行检测,从而确保系统正常运行,有效避免生产过程中的缺陷和事故发生。
5.药品包装线检测
视觉检测系统可以对药品包装线进行检测,如对药品包装线的速度、运行状态、药品包装的数量等进行检测,从而确保药品生产和包装的质量、效率和稳定性。
视觉检测系统在医药行业中的应用范围非常广泛,对药品和医疗器械的质量控制起到了非常重要的作用。当前,随着生产技术和行业的不断发展,对视觉检测系统的需求也越来越高。因此,在未来,视觉检测系统在医药行业中的应用前景将更加广阔。
 选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家需要考虑哪些方面?
2024-11-23
选择机器视觉检测设备定制厂家时,您需要考虑以下几个关键因素
 机器视觉能够对IC芯片进行哪些方面检测?
2024-11-23
机器视觉能够对IC芯片进行哪些方面检测?
2024-11-23
机器视觉技术在IC芯片检测中可以应用于多个方面
 康耐德机器视觉可以检测锂电池哪些方面?
2024-11-23
康耐德机器视觉可以检测锂电池哪些方面?
2024-11-23
随着新能源行业的快速发展,锂电池作为核心组件,其生产质量受到了前所未有的关注。在锂电极片的生产过程中,机器视觉系统以其高精度、高效率的特点,成为了保障锂电极片质量的关键工具。那么康耐德机器视觉系统在锂电极片生产中可以检测哪些关键指标?
 机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉系统为工业发展带来了什么?
2024-11-17
机器视觉技术为工业发展带来了革命性的变化,它通过模拟人眼的功能,使得机器能够自动接收和处理图像,以获得所需信息或用于控制机器人运动。以下是机器视觉为工业发展带来的几个主要影响:
 官方公众号
官方公众号 官方抖音号
官方抖音号Copyright © 2022 东莞康耐德智能控制有限公司版权所有.机器视觉系统 粤ICP备2022020204号-1 联系我们 | 网站地图
